/Laser-Welding-E-Mobility.jpg)
Leading battery and EV manufacturers are turning to laser welding for demanding E-Mobility welding applications that require excellent joint quality with high throughput and high part yield. Laser welding is a highly repeatable non-contact process that excels at creating low resistance and mechanically strong joints, even when joining copper and dissimilar materials.
As the world’s leading manufacturer of industrial fiber lasers, IPG offers the broadest range of laser types and characteristics, providing more opportunities to optimize results and productivity for E-Mobility welding applications. While every process has unique requirements and characteristics, the products and technologies below have been widely adopted by leading EV manufacturers for welding applications.
Contact an E-Mobility expert to learn more about how IPG laser solutions can optimize your E-Mobility welding applications.
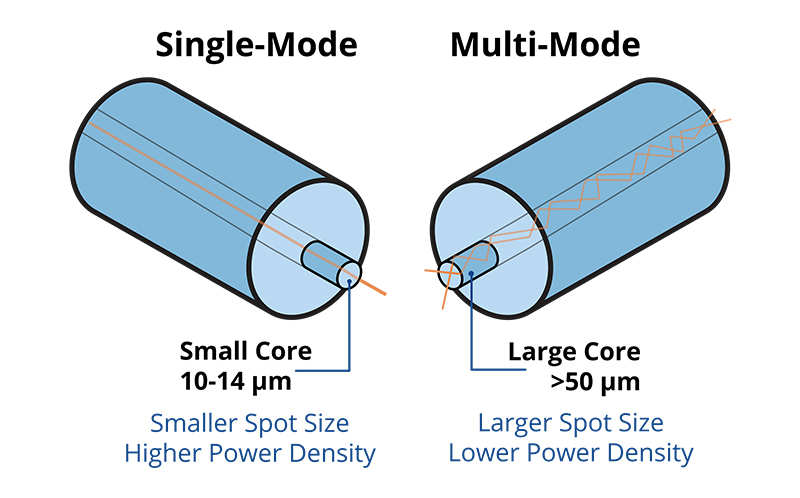
Highly-Focused Single-Mode Lasers
Eliminate Common EV Battery Welding Concerns
While all lasers can be focused to a small spot, “Single-Mode” lasers have a beam quality that allows them to be focused to an even smaller diameter than Multi-Mode lasers.
Because creating a desriable keyhole weld pool usually requires high power density rather than high power alone, Single-Mode lasers allow welding with less overall power and less heat input to the part. This is a key consideration in many EV battery parts where the weld is next to temperature sensitive components, such as welding battery can lids that are in close contact with a polymer separator.
The high power density created by Single-Mode lasers rapidly melts the surface of all metals, including reflective metals like copper and aluminum, to achieve very high welding speeds.
Non-AMB Welding
HIGH SPATTER
POOR VISUAL FINISH

AMB Welding
SPATTER-FREE
HIGH-QUALITY FINISH

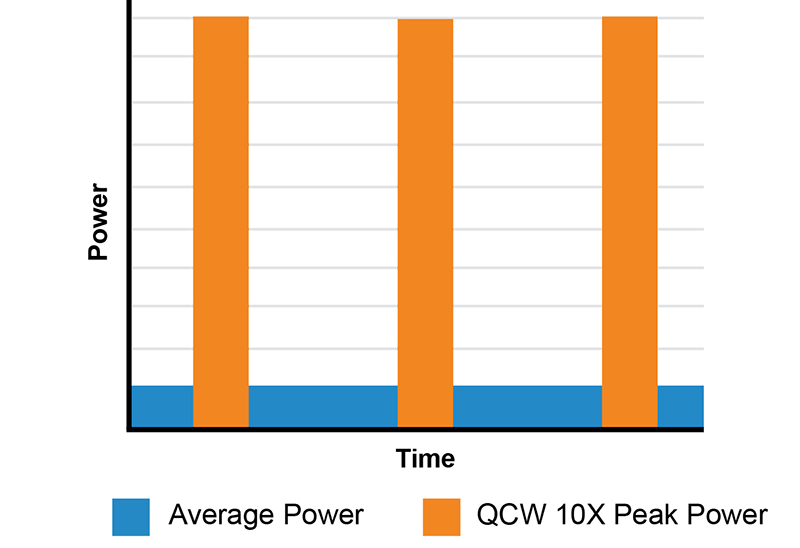
Quasi-Continuous Wave (QCW) Lasers
Minimize Heat Input & Reduce Operating Costs
Continuous Wave (CW) lasers can be operated in pure CW mode or can be modulated to provide millisecond to microsecond pulses with the same maximum peak power. Quasi-Continuous Wave (QCW) lasers provide pulse bursts with ~10X higher peak power. QCW lasers also retain all of the benefits of CW lasers, capable of operating in pure CW mode at nominal average power output.
This higher peak power greatly increases the capability of the laser to couple with a metallic surface to produce the weld at a lower average power and with reduced collateral heating of the part, reducing operating costs and increasing weld quality.
Combined AMB & QCW Lasers
Optimal Solution for Copper Welding
For E-Mobility applications, QCW and AMB dual-beam technology can be combined to produce a ring and core laser beam where both the ring and core may be independently operated in Continuous Wave or Quasi-Continuous Wave mode.
This QCW-AMB combination is ideal for welding highly reflective conductive elements like copper using highly reliable, energy efficient, and cost-effective IR lasers instead of less reliable, more expensive green or blue lasers.
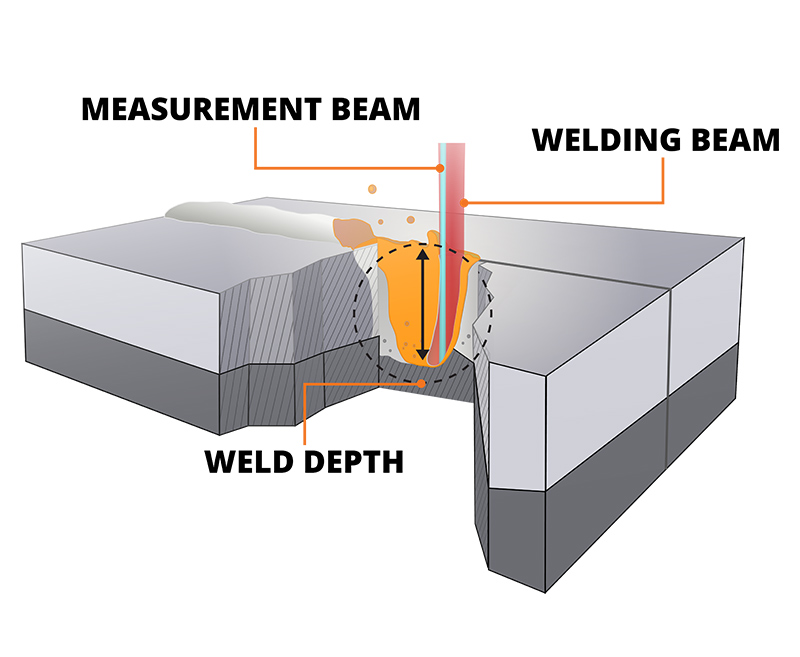
Real-Time Laser Weld Measurement
Ensures EV Parts Meet Quality Requirements
Although laser welding is the most stable and repeatable joining process, variances in part dimensions caused by manufacturing tolerances and other inconsistencies caused by non-laser equipment can return unexpected welding results. Robust weld quality assurance is necessary to ensure electric batteries and drivetrains perform as intended to maximize electric vehicle range and avoid costly recalls, but post-weld inspection techniques impact throughput by adding additional production steps.
IPG patented Laser Depth Dynamics (LDD) is a real-time measurement technology that measures the weld site before, during, and after welding operations without increasing cycle times. Unlike other in-process weld monitoring methods that offer imprecise or indirect measurements, LDD directly measures weld depth and 20+ other weld quality indicators for weld data consistent with destructive measurements at a micron level.
Ultra-Compact Lasers

Powers from 1 kW to 15 kW
Ultra-Compact Size for Easy Integration
Typical Applications:
- Module Case Welding
- Battery Tab Welding
- Case Welding
AMB Dual-Beam Lasers

Spatter and Porosity Free Welding
Single-Mode/Multi-Mode
Typical Applications:
- Battery Cell Welding
- Busbar Welding
- Module Case/Battery Pack Welding
QCW-AMB Lasers

Cost-Effective, Air-Cooled Operation
Reduced Heat Spatter-Free Welding
Typical Applications:
- Multiple Foil Welding
- Injection Pin Seal/Welding
- Connector Tab Welding
Integrated Laser
Welding Systems (ILWS)

- Easily Integrated Laser Welding Systems
- Includes Process Development
- High-Speed, Automated Laser Welding
Laser Welding
R & D Workstation
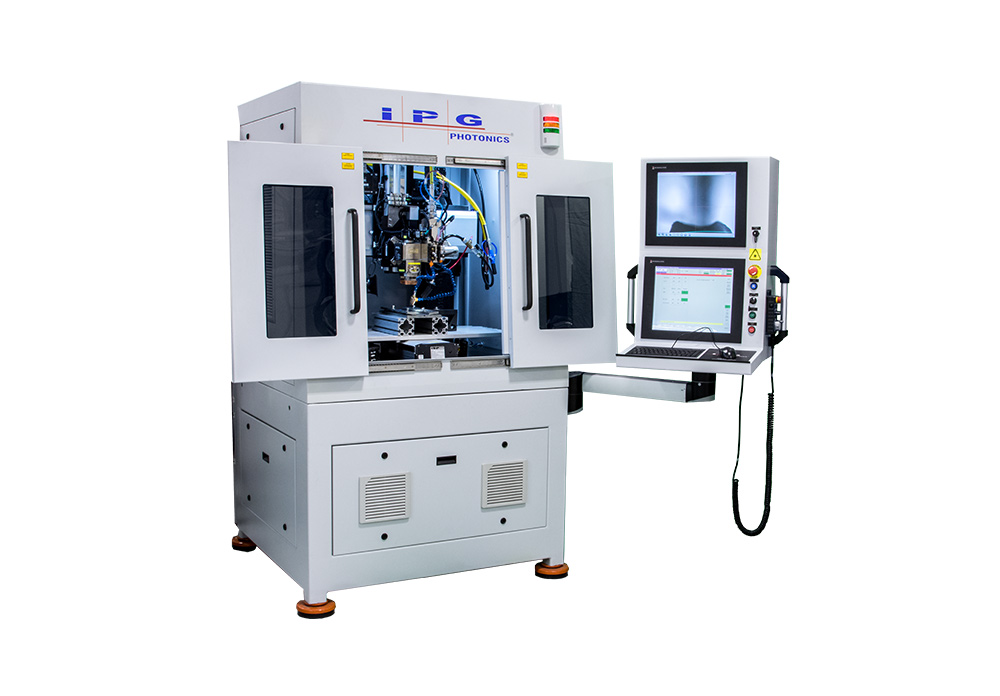
Precision Process Development Workstation
Work Envelope: 500 x 300 x 300 mm
Typical Applications:
- Prismatic Module Busbar Welding
- Cylindrical Module Busbar Welding
- Control Box / PDU Contact Welding
EV-Cube Laser Welding Busbar System

Cylindrical Cell Module Busbar Welding
Part Size up to 1100 x 1100 mm
Typical Configurations:
- Standard & High-Speed Configurations
- Manual Load (Pre-production)
- Conveyor Fed (Full Production)
Laser Welding
LaserCell
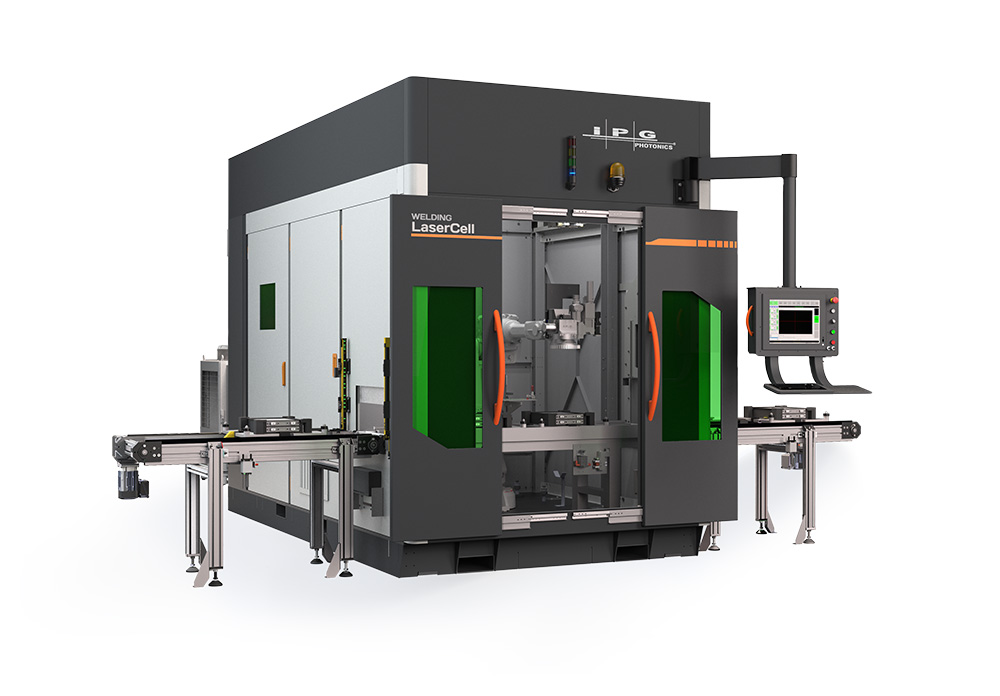
Flexible 2D & 3D Automated Welding
Work Envelope: 1000 X 1500 mm
Typical Applications:
- Prismatic & Pouch Module Welding
- Control Module / PDU Contact Weld
- Integrated Pack & Case Welding
Battery Module
Laser Welding Line

Cylindrical Module Busbar Weld & Test Production Module
Work Envelope: 1000 x 1000 x 1000 mm
Typical Applications:
- Fully Automated Busbar Welding
- Single or Two-Sided Welding
- Post-Weld Electrical Test & Rework
Battery Module Assembly & Manufacturing Line
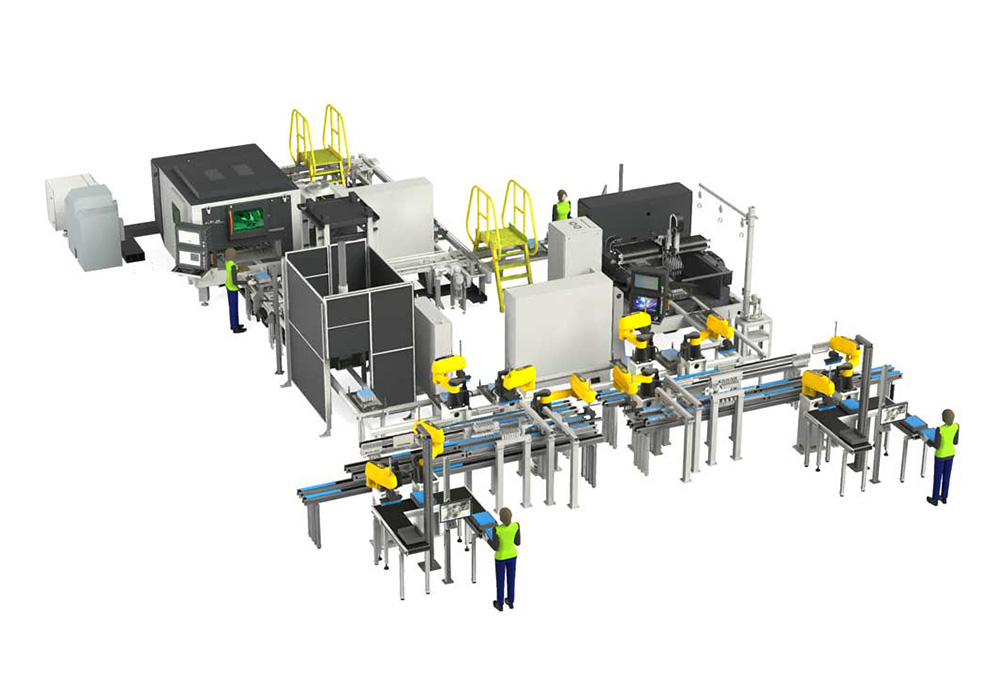
Battery & Electronic Module Assembly
Fully-Automated Part Handling, Assembly, & Laser Processing
Typical Functions:
- Incoming Part Pick, Test, & Place
- Assembly / Adhesive Steps
- Laser Welding / Laser Processing
- Inspection & Electrical Test
IPG partners with E-Mobility manufacturers throughout the entire production process from research and development to full-scale manufacturing.
Whether you want to demonstrate feasibility with laser-processed parts or just want to bounce design and implementation ideas off a laser welding specialist, don’t hesitate to contact us. Even better, visit one of our 32 regional Application Development Labs to see how IPG can optimize your EV welding applications.
