Blog
Fiber Laser Cutting vs. Traditional Sheet Metal Cutting Techniques
Learn More About Fiber Laser Cutting
The most popular traditional sheet metal techniques are shearing-type cutting (e.g. punching), waterjet, plasma, EDM, and lasers. Waterjet cutting was commonly used in industrial applications in the 1930s, while EDM and plasma cutting made their debuts in the 1960s. Laser cutting was introduced in the 1970s. It is difficult to date shearing-type cutting methods, as some of its variations go back to ancient times. In 2016, the laser cutting was the largest segment of metal cutting machine sales in the world [1]. Comparing the cutting processes is the best way to understand what factors have been attracting a major number of fabricators to use lasers for cutting sheet metals. Instead of listing pros and cons for every process, here is a brief one-to-one comparison between cutting and the alternative process.
Shearing-type cutting methods
Cutting processes can be categorized into two main buckets in the way they extract the geometry: shearing-type cutting (e.g. punching), in which the entire geometry can be cut out of the sheet at once with mechanical force, and profile cutting techniques, where a cutting source draws the geometry like a pen (e.g. waterjet, plasma, EDM, lasers, etc.)
Punching vs. laser cutting
Punch cutting can be really fast, because in many cases the entire geometry can be carved out with a with a single hit. However, it requires large upfront tooling costs and therefore the production batch should be large enough to justify the cost. The mechanical forces used in punching can be limited by some geometrical features, such as thin webs. Some job shops working in an agile environment may be discouraged from punch cutting because of geometrical limitations (e.g. post-process burr removal.)Profile cutting processes use soft tooling to adapt to the changing designs at no fixed cost. Therefore, they unlock opportunities for manufacturers to prototype, run short-term and medium-term production, and maintain the low-volume customers that have the potential of mass production in the horizon. Fiber lasers have paved the path to high power industrial lasers becoming more affordable. More cost-effective technology as well as advances in automation are rapidly changing the equations for cross-over point of mass producing sheet metal parts, when one compares laser to punch. Many manufacturers have used laser cutting as a complementary process to punch mass production or replacing old punch machines with laser cutting machines.
Shearing-type cutting methods
This section discusses the major strong and weak performance points of profile cutting methods with a focus on sheet metal cutting rather than plate cutting, as the highest demand for cutting in the market is for sheet metals. Please note that thicknesses up to 0.5” (12 mm) are referred to as sheet metal whereas thicknesses more than 0.5” (12 mm) are named plates.

Waterjet vs. laser cutting
Waterjet machines are versatile in cutting both metals and non-metals. Waterjet is fundamentally a mechanical machining process, so for materials with higher hardness more cutting forces are needed and therefore cutting needs to slow down. Cutting metal require using abrasives in the waterjet, which comes with several challenges. These include nozzle wear, managing the accumulated abrasive pile, and running costs of abrasive powders. Interviewing the manufacturers doing sheet metal fabrication shows that the maintenance and particle/noise pollution are major complaints about waterjet cutting in a job shop environment.Waterjet cutting is flexible in terms of the range of materials and thicknesses it can cut; the material do not need to be conductive (unlike EDM or plasma) and can be quite thick (few inches with the right waterjet equipment.) However, fiber lasers provide faster cuts on sheet metals, typically with an order-of-magnitude narrower kerfs, 0.004” (100 µm) vs. 0.04” (1000 µm) They also require no maintenance or consumables, therefore making it the preferable production solution if the shop performs a lot of sheet metal cutting.
EDM vs. laser cutting
Fabricators who use EDM have at least one thing in common; they need to meet very tight size tolerances, often few microns or smaller. EDM has satisfied the market for cutting high value parts made of thick metal (>0.5” [12 mm]) that needs to be taper-free, and require ultra-precise tolerances and sub-micron surface finish (e.g. die cutting.) However, EDM process is very slow by nature. Because the EDM process works by micro-arcing between a thin wire and the metal, you cannot go too fast before the wire shorts to the metal or trips by the arc being too strong. As a result, the cut speed cannot be significantly scaled up for thinner sheets, unlike laser cutting. Thin parts can be stacked up for batch EDM cutting to increase throughput, but pilot holes need to be pre-drilled on each part as pre-processing step to initiate EDM cuts. In that case, laser cutting can be a complementary process to pre-cut holes and cut the features that do not demand micron level accuracy. For the common range of sheet metal fabrication (0.01” [0.25 mm] to 0.5” [12 mm]), laser cutting is dramatically faster than EDM (even in its stacked-up version) and can maintain high accuracy for many applications.

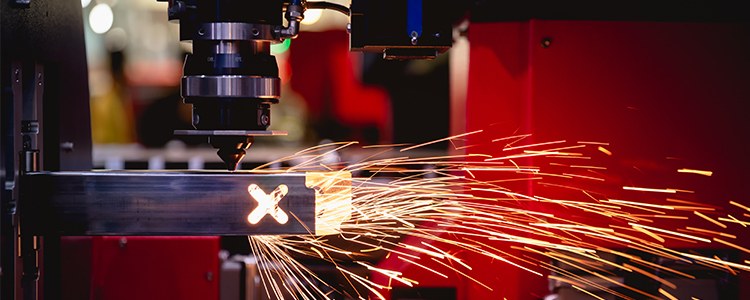
Plasma vs. laser cutting
Plasma cutting can be used for cutting metals, from thin sheets to thick plates (few inches, or tens of mm.) The cut kerf is generally wider than that of the laser kerf, and heat input into the part is significantly higher. Due to the wider kerf, higher heat input into the part, rougher/beveled cut surfaces in some cases, and variability due to nozzle degradation in long runs, plasma cutting is typically considered a less accurate method for cutting sheet metals, compared to lasers. The advantage of plasma cutting over laser has been historically in cutting thick plates and in low-cost cutting of less accurate sheet metal parts. But the rapid rise of fiber laser power at increasingly economical prices has shifted the boundary between the two processes year over year. For example, with 10-12 kW fiber laser systems (Fabtech 2016), high quality, high speed cutting one 1 inch (25 mm) thick stainless steel, mild steel, and aluminum has been demonstrated. The cross-over thickness boundary between the two processes is expected to shift even more in the direction favoring fiber lasers in the foreseeable future. Available laser power continues to increase allowing for cutting of ever increasing thicknesses.| Laser Power | Year of IPG’s Fabtech Presentation |
|---|---|
| 6 kW | 2014 |
| 8 kW | 2015 |
| 10–12 kW | 2016 |
| 15 kW | 2017 |
| 20 kW | 2018 |
CO2 vs. fiber laser cutting
In recent years, laser cutting of sheet metals has been dominated by fiber laser. The main reasons include process reliability (no cut degradation due to the misalignment or contamination of mirrors), higher cutting speeds, the ability to cut reflective metals such as copper and brass, freedom from maintenance, and lower cost of ownership. CO2 lasers, however, have shown a smoother cut edge for some thicker materials (typically > 0.25” [6 mm]). This advantage is diminishing as advances in the high power fiber lasers and beam/gas delivery techniques are showing promises to close this gap.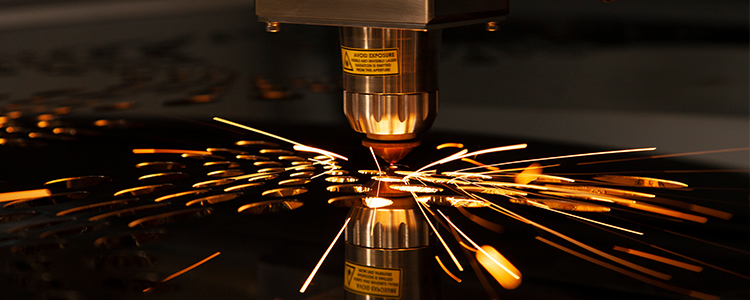
Is fiber laser cutting the right solution for your application?
Fiber laser systems have established their capability to cut metals at high quality and accommodate intricate geometries of parts, which are challenging to other processes. However, when it comes to final decision to purchase a fiber laser cutting machine, customers usually focus on the additional aspects that are specific to their case, including is a specific system is able to handle their parts’ tolerances and the question on if it is economical to use a specific fiber laser systems to product their parts. Below we discuss these two questions at a top level.
Can fiber lasers handle your parts’ tolerances?
Factors such as kerf size, taper, surface roughness, heat input of the process, and the variability of the process during the long production runs eventually determine in practice if you can hold parts within a tight tolerance. Combination of small kerf, low heat input, good surface finish, and stable cutting makes fiber lasers a safe choice when it comes to cutting precise parts. The cutting precision partly depends on the motion system of the cutting machine. The IPG LaserCube platform has complemented the inherent accuracy of fiber laser cutting with high accuracy motion system and look-ahead motion controls that achieve features with tolerance down to ± 0.001” (± µm).
Is fiber laser cutting economical for your project?
The capital costs and running costs of cutting processes are very different. Given the high speed and reliability of fiber lasers, and depending on the dosage of sheet metal cutting, they typically come ahead of other processes in terms of cost per part. In addition, fiber lasers have made economical parts that were not possible before (when using older generation of lasers or any other technique.) Availability of increasing laser power and wall-plug efficiency at a lower cost year after year will shift the cost calculation in favor of fiber laser cutting even more in the foreseeable future. IPG’s LaserCube is a small-footprint cost-effective cutting system that uses high-speed linear motors on a granite base to harness the high-speed cutting potentials of fiber lasers in sheet metal cutting.Literature
[1] Metal Cutting Machine (MCM) Market Analysis, by Product (Laser, Waterjet, Plasma, Flame), by Application (Automotive, Aerospace & Defense, Construction, Marine, Electronics) and Segment Forecasts, 2014 – 2025, Research and Markets, Dublin, Ireland.
Related Post
Can You Laser Cut Copper and Other Reflective Metals?
Learn more about the common challenges of laser cutting reflective...

