Blog
Can You Laser Cut Copper and Other Reflective Metals?
Laser cutting of mild steel and stainless steel has a long history and has been one of the primary applications for CO2 lasers. However CO2 lasers have not traditionally offered a good solution for cutting highly reflective materials.
Fiber lasers have an emission wavelength of around 1.07 µm, compared to 10.6 µm for traditional CO2 alternatives. Not only is the 1.07 µm laser light reflected less, and therefore absorbed more easily, but the shorter wavelength can be focused into a spot that is around 1/10th of the diameter of a CO2 beam. This provides a dramatically higher power density, making metal penetration easier. At such high power density levels, metals such as copper and brass quickly go through a phase change into molten state, therefore the laser beam rapidly overcomes the reflectivity barrier of such metals to initiate an efficient cutting process. Cutting such metals have shown to be challenging using CO2 lasers or near-IR lasers that have low peak power.
What are the reflective metals for laser cutting?
Copper, brass, bronze, silver, gold, and aluminum are highly reflective of infrared light in their solid state. Aluminum, however, is not considered a reflective metal for the practical purpose of fiber laser cutting.
Why is laser cutting brass and copper so challenging?
- Their low absorption of infrared laser light makes these metals challenging to cut.
- Copper and brass (copper-zinc alloy) are good reflectors (and therefore poor absorbers) of the infrared (IR) laser light, especially in their solid state.
- Pure copper reflects > 95% of near-IR radiation (~ 1 µm wavelength) in its solid state.
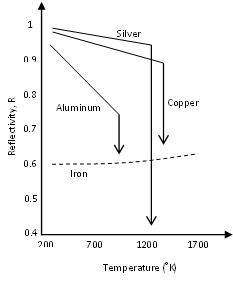
- The reflectivity of copper and other reflective metals decrease when the metal warms up, and drops sharply once the material melts (e.g. down to <70% for copper in its molten state) as seen in figure below. These metals absorb significantly more laser energy in molten state.
Common problems when laser cutting reflective metals.
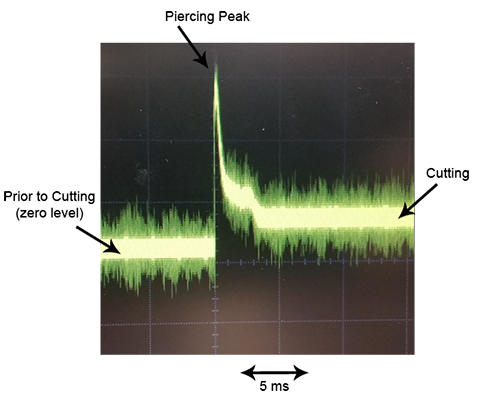
When choosing optimized laser, optics, and cutting process, a laser beam quickly melts the surface of reflective materials to then interact with the more absorptive molten metal and initiate an efficient, stable cutting process. Wrong choice of laser/optical setup, or using non-optimal process parameters can result in excessive dwelling of the laser with the solid metal, and therefore excessive amount of back-reflected light. Too much reflection in turn results in the inefficiency of cutting process and potential damage to optics.The critical stage in cutting reflective metal is the beginning of the process, especially the piercing stage when the laser interacts with solid metal. After the cut is established, laser beam mostly interacts with the molten material.
What are the important factors in successful fiber laser cutting of copper and brass?
The following process parameters are relevant for piercing and cutting copper and brass with fiber lasers:
Cut Speed
Back off from the maximum feed rate the process can support by about 10 – 15% to avoid any risk that the cut will extinguish, thereby applying high levels of beam energy to a material in its most reflective state. If in doubt, start at a slower rate than you know the process can support. Allow sufficient dwell time to ensure pierce hole is through before moving the beam to start the cut.
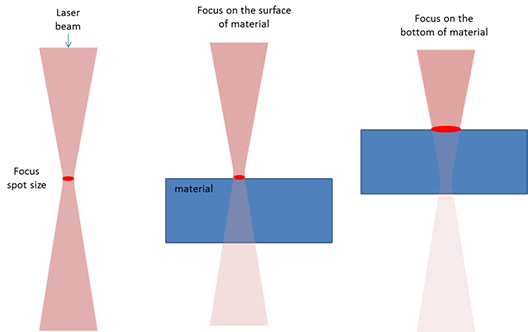
Focus Position
For both piercing and cutting, set the focus position as close to the top surface as the cut quality allows. This minimizes the amount of surface material that interacts with the beam at the beginning of the process, thereby maximizing the power density of the beam, which leads to quicker melting.
| Copper Thickness | 0.04 inch 1 mm |
0.06 inch 1.5 mm |
0.08 inch 2 mm |
0.12 inch 3 mm |
0.16 inch 4 mm |
0.25 inch 6 mm |
| Minimum Peak Power Needed | 1000 W | 1000 W | 1500 W | 2000 W | 3000 W | 4000 W |
Power Setting
Using the maximum peak power available for the piercing and cutting reduces the time in which the material is in its most reflective condition. The chart above can be used as a conservative guide to start the process development.
Cutting Gas
When piercing and cutting copper, using high-pressure oxygen (100-300 psi depending on the thickness) is typically used as the cutting gas to increase the process reliability. When oxygen is used, the formation of copper oxide on the surface reduces the reflectivity. For brass, nitrogen cutting gas works fine.