Blog
LightWELD: The Welds Look Great, But Are They Strong?
Butt joints in plates of 0.036” (~0.89mm), 0.075” (~1.9mm) and 0.120” (~3.05mm) were produced and sections were prepared using ASTM standard methodology and inspected at 50X magnification. A total of 26 cross sections were inspected. In all cases, no cracking, incomplete fusion, porosity, inclusions or other defects were noted. Weld profile was passing in all cases and in no case was underfill noted.
During the ultimate tensile testing, seven samples were prepared for evaluation. Out of the seven, only one failed on the weld joint while the other six failed at the base material. The elongation of the six samples that failed at the base material ranged from 48% to 59%, while the one that failed at the weld joint had an elongation of 54%. While this is a relatively small sample size, all weld samples were found to be acceptable to AWS D17.1:2017 Class A Standards.
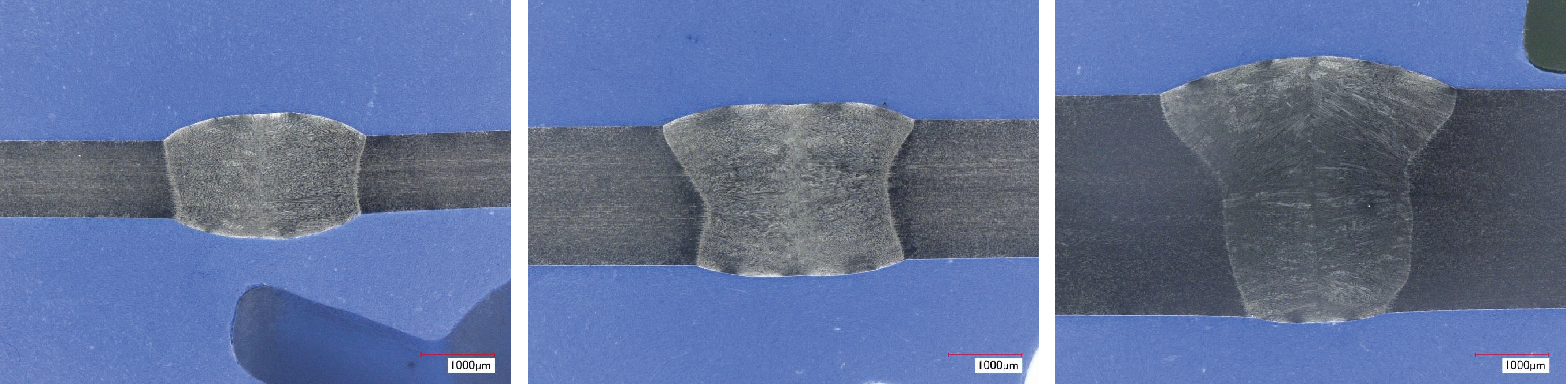
Butt joints in 304 stainless steel plates of 0.036 in Butt joints in 304 stainless steel plates of 0.075 in Butt joints in 304 stainless steel plates of 0.120 in
In all cases, no cracking, incomplete fusion, porosity, inclusions, or other defects were noted during weld tests for butt joints in 304 stainless steel plates of 0.036 in., 0.075 in., and 0.120 in. The weld profiles passed all tests and no underfill was noted.
The findings from the third-party evaluation of the samples by Sturbridge Metallurgical Services indicate that LightWELD produces welds that meet rigorous industry standards, including critical aerospace applications; offering both efficiency and quality in welding applications. In summary, LightWELD offers a faster and more efficient welding solution compared to traditional MiG and TiG techniques, thanks to its high power density that enables deep penetration and faster welding speeds. Furthermore, when parts fit up well, filler wire can even be eliminated, resulting in an aesthetically pleasing and strong weld.