
Lichtbogenschweißen vs Faserlaser-Auftragschweißen
Alle Lichtbogenschweißverfahren können zum Plattieren verwendet werden, wobei gegebenenfalls Zusatzdraht zum Dickenaufbau verwendet werden kann. Häufig sind Lichtbogen-Auftragschweißverfahren manuell, und zur Herstellung einer guten Qualität sind erfahrene Handwerker erforderlich.
Bei gleich hohen Auftragsraten wie bei einem Lichtbogenverfahren, schmelzen Faserlaser weniger vom Grundmaterial ab, was zu einer geringeren Aufmischung in der äußeren Beschichtung führt. Damit können dünnere Beschichtungen realisiert werden, das führt zu weniger Materialeinsatz, kürzeren Prozesszykluszeiten und geringeren Bearbeitungskosten.
Thermisches Spritzen (HVOF) vs
Faserlaser-Auftragschweißen
Thermisches Spritzen ist ein mechanisches Bindungsverfahren, bei dem das Beschichtungspulver vorgeschmolzen und dann mit hoher Geschwindigkeit gespritzt wird, um sich auf dem Target abzulagern. Die Beschichtungen haften durch eine mechanische Verklammerung, haben eine hohe Porosität und neigen zu Oxidation.
Das Laserstrahl-Auftragschweißen erzielt dichtere Schichten und hat eine erhöhte Präzision bei kürzeren Prozesszykluszeiten.

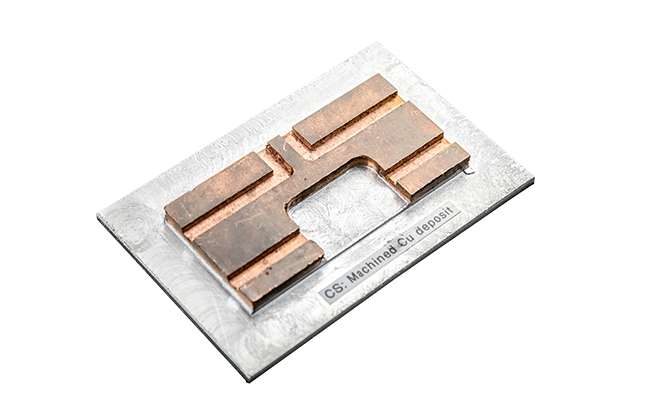
Kaltgasspritzen vs
Faserlaser-Auftragschweißen
Das Kaltgasspritzen ist ein mechanisches Verbindungsverfahren, bei dem Partikel mit sehr hoher Geschwindigkeit auf die Oberfläche des Teils gespritzt werden, wo sie sich plastisch verformen und mechanisch verbinden. Die Beschichtungshaftung ist stark, und die Beschichtungen sind sehr dicht. Die meisten effizienten Verfahren verwenden jedoch große Mengen Helium als Trägergas.
Das Laserauftragschweißen macht den Einsatz von teurem Helium überflüssig, hat eine höhere Effizienz bei der Pulverabscheidung und eine wesentlich kürzere Prozesszykluszeit.

Laser Cladding Systems
